

Maquinas de teñido de textiles de alta temperatura
https://www.hse.gov.uk/textiles/high-temperature.htm
15 ago 2024
Esta guía, que se publicó anteriormente como Nota de orientación PM4 , está dirigida a proveedores, operadores y otras personas involucradas en el mantenimiento y el examen minucioso de las máquinas de teñido a alta temperatura. Destaca los peligros y describe las formas en que se pueden reducir o eliminar.
A los efectos de esta guía, una máquina de teñido de alta temperatura es aquella que opera a temperaturas superiores a 100 °C y presiones superiores a la atmosférica.
Los recipientes para tintura que contengan vapor o agua caliente a una presión superior a 0,5 bar(g) (es decir, más de 110 °C) estarán sujetos a las Regulaciones de Seguridad de Sistemas de Presión de 2000 (PSSR), que tienen como objetivo prevenir lesiones graves causadas por el peligro de energía almacenada como resultado de la falla de un sistema de presión o uno de sus componentes.
Las instrucciones que aparecen en esta página web deben leerse junto con las que se ofrecen en los siguientes enlaces:
· Sistemas de presión
· Seguridad de los sistemas de presión, Código de prácticas aprobado del Reglamento de
seguridad de los sistemas de presión de 2000
· Sistemas de presión: una breve guía de seguridad ( PDF )
· Gestión segura de calderas industriales de vapor y agua caliente ( PDF )
Peligros
Los accidentes en las máquinas de teñido pueden provocar quemaduras o explosiones como:
· recipientes o componentes a presión, como tapas de apertura que fallan mientras están bajo presión debido a una falla mecánica o un cierre defectuoso;
· Fallas en los recipientes durante el blanqueo con peróxido de hidrógeno (H202). La descomposición del H202 puede provocar una rápida liberación de oxígeno, que supera la capacidad de los dispositivos de alivio y provoca una falla catastrófica del recipiente.
· operadores envueltos en vapor, líquido hirviendo o agua caliente, cuando:
· la temperatura del baño de teñido es superior o cercana a 100 °C y se abre una tapa o cámara de muestra permitiendo que el baño se convierta violentamente en vapor y brote del recipiente;
· se abren las puertas y se permite que el baño caliente se derrame, por ejemplo, de recipientes horizontales que no están completamente vaciados o de recipientes verticales llenos por encima
del nivel de la brida de la tapa;
· una de las máquinas de un banco de máquinas se presuriza inadvertidamente desde una
máquina adyacente a través de una línea de purga o drenaje común.
Salvaguardias de diseño
Integridad del recipiente
Los diseñadores, fabricantes, importadores y proveedores de máquinas de teñido de alta temperatura tienen el deber, en virtud de la PSSR, de prevenir el peligro garantizando que cada recipiente a presión esté diseñado y construido adecuadamente para proporcionar un margen de seguridad adecuado para la tarea que debe realizar.
Se deben tener en cuenta normas apropiadas, como las Normas británicas para la especificación de recipientes a presión soldados por fusión sin cocer PD 5500:2012+A2:2013 (actualmente en revisión).
Los recipientes deberán:
· estar construido con material adecuado;
· permitir el acceso para realizar exámenes tales como pruebas no destructivas de soldaduras;
· estar marcados con su presión de trabajo segura y temperatura correspondiente;
· tener un manómetro correcto;
· tener dispositivos de seguridad adecuados (válvulas de seguridad y/o discos de ruptura)
correctamente ajustados y con capacidad para evitar que el recipiente se sobrepresurice – un dispositivo de seguridad instalado en un recipiente diseñado para teñir puede no tener capacidad suficiente para blanquear con peróxido de hidrógeno (ver más información sobre H202 a continuación);
· tener tuberías de suministro equipadas con una válvula reductora adecuada u otro dispositivo automático adecuado para evitar que se exceda la presión de trabajo segura si la presión se suministra desde una fuente externa, por ejemplo, vapor o aire a una presión mayor que la presión de trabajo segura del recipiente.
Puertas con múltiples pernos
Es poco probable que un operador suelte todos los pernos de una puerta con varios pernos bajo presión total sin que se le advierta del peligro por una fuga gradual de vapor o líquido durante el aflojamiento de los pernos. Sin embargo, cuando el recipiente está bajo presión leve o residual, existe el peligro de que las puertas se atasquen después de que se hayan quitado todos los pernos y luego se abran violentamente al soltarlas.
Para garantizar la liberación segura de cualquier presión residual, las puertas deben estar equipadas con un dispositivo que rompa el sello o que impida que la puerta se abra más de 3 mm. Normalmente, se puede instalar un pestillo giratorio opuesto a la bisagra, en el que la carcasa de la puerta retiene su tuerca atrapada hasta que se rompe el sello y la puerta se abre ligeramente 3 mm.
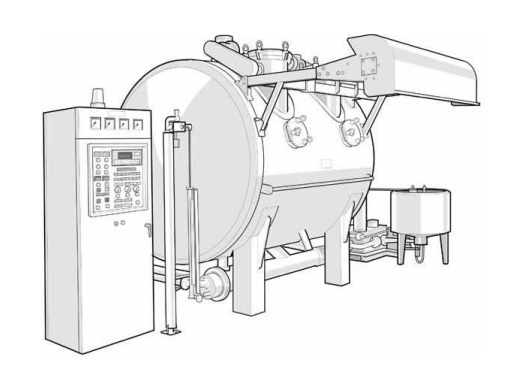
Figura 1. Tintorera de alta temperatura para tejidos con puertas con múltiples pernos
Puertas de apertura rápida (excepto puertas con múltiples pernos)
Las puertas de recipientes a presión que se abren rápidamente deben tener:
Un enclavamiento entre el mecanismo de bloqueo de la puerta y el sistema de presurización, por ejemplo
Si se aplica presión mediante vapor, líquido, aire u otros gases, la válvula de entrada debe estar interconectada con el mecanismo de bloqueo de la puerta de manera que evite que la válvula se abra para presurizar el recipiente hasta que la puerta esté completamente cerrada y bloqueada.
Si la presión se aplica hirviendo el baño hasta que se forme vapor, debe haber un dispositivo de enclavamiento que impida que se aplique calor hasta que la puerta esté completamente cerrada y bloqueada. El dispositivo de enclavamiento también debe garantizar que la fuente de calor se apague antes de poder desbloquear la puerta.
Si el recipiente está presurizado por una bomba externa, debe haber un dispositivo de enclavamiento que impida que la bomba aplique presión hasta que la puerta esté completamente cerrada y bloqueada. El dispositivo de enclavamiento también debe garantizar que la bomba se apague antes de poder desbloquear la puerta.
Un enclavamiento entre el mecanismo de bloqueo de la puerta y el respiradero principal dispuesto de modo que el respiradero debe estar abierto antes de que se pueda desbloquear la puerta (pero se puede cerrar una vez que la puerta esté libre del sello).
Nota: A veces es necesario realizar un teñido sin presión o a baja temperatura con la puerta del
recipiente abierta, pero no debería ser posible iniciar un ciclo de teñido a alta temperatura con la puerta parcialmente cerrada.
· Una llave de prueba, a menos que la salida de ventilación principal sea claramente visible para el operario en la puerta del recipiente. La llave de prueba debe estar situada a un nivel por debajo de la puerta del recipiente y estar interconectada de modo que deba abrirse antes de poder desbloquear la puerta. La llave de prueba debe dar una indicación audible o visual de si el recipiente aún está presurizado o tiene líquido caliente por encima del nivel de la puerta. El
orificio de la llave de prueba debe ser lo suficientemente grande para evitar bloqueos, por lo
general al menos 12 mm.
· Un dispositivo de retención que sujeta la puerta después de que se haya desbloqueado y que
impide que se abra violentamente por cualquier presión residual que quede en el recipiente no indicada por la llave de prueba o el manómetro, por ejemplo, un pestillo que se debe abrir de forma independiente después de que se haya desbloqueado la puerta y que no se puede soltar hasta que la puerta se haya desbloqueado y abierto ligeramente. Alternativamente, se puede utilizar un amortiguador o ariete hidráulico o neumático diseñado para actuar como un dispositivo de retención eficaz del movimiento de la puerta.
· Un dispositivo de enclavamiento sensible a la temperatura que impida que la puerta se abra cuando la temperatura del baño dentro del recipiente supere los 80 °C. La sonda de detección de temperatura de dicho dispositivo de enclavamiento debe estar ubicada en una posición tal que registre normalmente la temperatura más alta del sistema. El dispositivo debe ser a prueba de fallos, es decir, si el dispositivo de enclavamiento no está en su lugar, la temperatura no debe superar los 80 °C. Cuando el flujo normal del baño se interrumpe o distorsiona, por ejemplo, por un fallo de la bomba o del motor, o por el atasco de las válvulas o el enredo de la tela, es necesario tener mucho cuidado para garantizar que toda la máquina y su contenido se enfríen a una temperatura segura antes de abrir el recipiente.
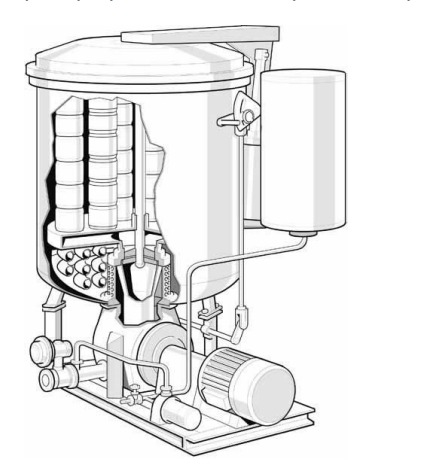
Figura 2. Máquina de teñido cilíndrica vertical de alta temperatura para paquetes de hilo con puerta de apertura rápida
Enclavamientos
Si es posible, los sistemas de enclavamiento en las máquinas de teñido deben ser simples y de
funcionamiento mecánico. Sin embargo, no siempre es posible lograrlo. Un sistema de llave de enclavamiento suele ser adecuado, por ejemplo, en los dispositivos de muestreo.
Todos los sistemas de enclavamiento, ya sean operados mecánica, eléctrica, neumática o hidráulicamente, deben ser a prueba de fallos en su modo de operación.
Cuando la seguridad depende de sistemas eléctricos y no se dispone de otros dispositivos de seguridad de respaldo, se puede mejorar la integridad instalando dos interruptores de límite diseñados para funcionar en modos opuestos. Cuando se utilizan enclavamientos eléctricos con fines de seguridad, el circuito debe ser completamente independiente de cualquier otro sistema.
En las siguientes normas británicas se ofrecen consejos sobre la aplicación de interruptores de límite eléctricos:
· BS EN ISO 14119:2013 – Seguridad de la maquinaria Dispositivos de enclavamiento asociados con protecciones: principios para el diseño y la selección
· PD 5304:2005 – Orientación sobre el uso seguro de maquinaria
Los interruptores de límite montados en una máquina de teñido a alta temperatura funcionan
en un entorno adverso de calor y humedad. Para evitar la entrada de humedad, se recomienda que los interruptores instalados tengan carcasas que alcancen una clasificación mínima de IP 55, tal como se define en BS EN 60529:1992+A2:2013 – Grados de protección proporcionados por las carcasas (código IP) .
Dispositivo de muestreo
Han ocurrido accidentes mientras los operadores tomaban muestras de máquinas de teñido presurizadas.
Existen varios métodos diferentes de muestreo, pero cualquier dispositivo de muestreo debe estar interconectado para garantizar que el recipiente o dispositivo de muestreo esté despresurizado (abierto para drenar) antes de que pueda abrirse para extraer la muestra.
En los últimos años, se han instalado controladores programables en las máquinas de teñido a alta temperatura para reducir los costos y garantizar una calidad constante. Dado que muchas tintorerías tienen como objetivo lograr un proceso de teñido en un solo paso, las máquinas nuevas equipadas con controladores programables a menudo se suministran sin un dispositivo de muestreo y la máquina debe detenerse a mitad del ciclo y abrir la tapa principal. En estas situaciones, los enclavamientos de las puertas (consulte los párrafos anteriores sobre puertas y enclavamientos con múltiples pernos y de apertura rápida) deben garantizar que el baño se enfríe y que se alivie la presión dentro del recipiente antes del muestreo.
Instalación y modificación
Asegurar que:
· El método de instalación es seguro;
· se consulte a una persona competente antes de comenzar a trabajar en cualquier modificación o reparación que pueda afectar la integridad del recipiente o el funcionamiento de cualquier dispositivo de protección, incluido el trabajo en caliente, como cortar o soldar;
· Las tuberías y accesorios no ocultan los manómetros ni las marcas del fabricante ni obstruyen partes de la máquina a las que se necesita acceder para examinarlas;
· Si las máquinas están interconectadas a través de una línea común de drenaje o purga, se debe instalar una válvula antirretorno y una válvula de aislamiento en cada línea para evitar la posibilidad de que se transfiera vapor y agua caliente de una máquina de teñido a otra, especialmente donde pueda haber personas trabajando, por ejemplo durante el mantenimiento.
· para permitir que los usuarios operen el equipo de manera segura, lo que incluirá la presión y temperatura de trabajo máximas permitidas;
· sobre el diseño, construcción, examen, operación y mantenimiento de la planta para ayudar a los usuarios a preparar un esquema escrito de examen bajo PSSR.
También es útil que el fabricante proporcione un modelo escrito de esquema de examen, ya que sabrá cómo está diseñado para funcionar el equipo, su vida útil prevista y la frecuencia inicial del examen.
Operaciones
Los operadores deben recibir capacitación y supervisión adecuadas.
Las instrucciones y los consejos del fabricante sobre el funcionamiento de la máquina deben estar fácilmente disponibles para los operadores y deben seguirse estrictamente.
Los recipientes deben estar completamente ventilados antes de intentar abrir las tapas o puertas.
En particular, en las máquinas de teñido a chorro, los intentos de desenredar tejidos enredados pueden liberar bolsas de baño que pueden estar a una temperatura más alta que la medida por la sonda de detección de temperatura y que pueden convertirse en vapor al liberarse. Se debe seguir un sistema de trabajo seguro, que puede incluir el uso de ropa protectora adecuada y protectores faciales.}
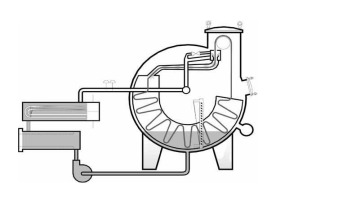
Figura 3 Esquema de un secador de alta temperatura para tejidos
Mantenimiento
Tapas y puertas
Lo ideal es implementar un plan de mantenimiento preventivo para garantizar que no haya fallas o piezas faltantes en los mecanismos de la puerta y que los distintos controles o dispositivos de seguridad funcionen correctamente.
Cuando se utilizan interruptores de límite en los circuitos de enclavamiento de apertura de puertas, es importante que se pruebe periódicamente el funcionamiento mecánico de los interruptores, además de cualquier prueba eléctrica realizada durante el mantenimiento de rutina.
Se recomienda comprobar periódicamente las superficies de apoyo de los dispositivos de bloqueo de las puertas. Si se sospecha que el recipiente o el mecanismo de funcionamiento de la puerta tienen grietas u otros defectos, se debe retirar el recipiente del servicio y consultar inmediatamente a una persona competente para determinar si se ha visto comprometida la integridad del recipiente. También se debe consultar a la persona competente antes de realizar cualquier trabajo de reparación.
Cuando un mecanismo de cierre de puerta está diseñado para permitir la apertura en dos etapas, el espacio entre la tapa y el sello debe ser lo suficientemente amplio para garantizar el equilibrio de la presión (por lo general, al menos 3 mm). Este espacio no debe reducirse mediante el uso de sellos nuevos. Se debe establecer el tamaño correcto de la junta y utilizar solo los sellos de repuesto recomendados por el fabricante. Las puertas de dos etapas nunca deben modificarse para permitir una apertura de una sola etapa.
Procedimiento operativo
Antes de cada ciclo de teñido, es una buena práctica verificar el mecanismo de bloqueo de la puerta tanto en la posición abierta como en la cerrada para garantizar que el acoplamiento del dispositivo de bloqueo sea uniforme y completo en toda la circunferencia y que la puerta se ubique correctamente cada vez que se cierre.
Después de cargar el recipiente y antes de cerrarlo, se debe limpiar toda la suciedad y los derrames de las partes de bloqueo de la puerta y examinar la junta para confirmar que esté correctamente asentada en la ranura.
Los dispositivos de seguridad de las puertas no deben forzarse nunca para colocarlos en su posición. Cualquier resistencia al cierre o al bloqueo debe investigarse inmediatamente y corregirse antes de poner en funcionamiento la máquina. Se debe tener cuidado de que los anillos de bloqueo de las puertas no se doblen durante la rotación, de lo contrario, el punto de fricción puede convertirse en un punto de apoyo que genere tensiones elevadas, lo que puede provocar una avería.
Ventilaciones y dispositivos de alivio de presión
Es importante que los dispositivos de ventilación estén diseñados de modo que se pueda comprobar que hay un paso libre antes de abrir las tapas. Lo ideal es que las salidas de descarga conduzcan a un lugar seguro y sean visibles para los operadores.
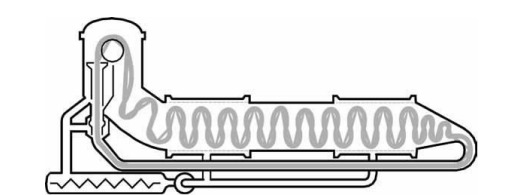
Figura 4 Máquina de teñido por chorro de alta temperatura para tejidos
Uso de peróxido de:
El peróxido de hidrógeno se utiliza en la industria textil para blanquear fibras tanto naturales
como sintéticas. Los posibles peligros de incendio y explosión asociados a su almacenamiento y uso se deben principalmente a su inestabilidad y a su acción como potente agente oxidante.
Si la reacción química durante el blanqueo no se controla estrictamente, puede producirse una rápida evolución del oxígeno provocada por la descomposición del H2O2. La rapidez de la reacción y el volumen de oxígeno producido pueden superar la capacidad de los dispositivos de alivio y el recipiente puede fallar catastróficamente. El recipiente también podría fallar debido a la corrosión bajo tensión si no se diseñó o construyó para el blanqueo con peróxido utilizando un grado adecuado de acero inoxidable austenítico u otro material adecuado resistente al ataque.
Diseño
Para reducir el riesgo de explosión, se recomienda que la concentración del baño de blanqueo, expresada normalmente en mililitros/litro (ml/l) o gramos/litro (g/l), no supere los 14 ml de H2O2 al 35% por litro de baño (16 g/l). A esa concentración, el sistema de calentamiento del recipiente a presión debe limitar la velocidad de aumento de temperatura a un máximo de 6 °C/min.
Si se requiere una concentración mayor, se debe realizar una evaluación separada de la estabilidad del peróxido y la capacidad del sistema de alivio de presión.
Se recomienda encarecidamente que los usuarios busquen asesoramiento de su proveedor de peróxido.
Los dispositivos de alivio deben:
· tener el tamaño adecuado para una capacidad de descarga basada en la concentración máxima previsible de peróxido;
· garantizar que la presión de diseño no pueda superarse en más del 10%;
· tener el tamaño adecuado para las condiciones de flujo bifásico;
· ventilar a un lugar seguro. ·
Operación y mantenimiento
Los operadores deben ser conscientes de los peligros del blanqueo con peróxido y estar
capacitados adecuadamente para llevar a cabo el proceso de manera segura.
Se deben definir las distintas recetas y condiciones en las que se lleva a cabo el blanqueo de manera que no se exceda la concentración máxima de la solución de dosificación.
La solución blanqueadora de peróxido siempre debe diluirse antes de transferirla al recipiente. Se debe proporcionar un bloqueo de temperatura para que la solución blanqueadora no pueda transferirse al recipiente a presión si la temperatura de la solución supera los 45 °C.
Un método seguro para controlar la concentración de peróxido de hidrógeno es instalar un tanque volumétrico antes del tanque de adiciones de la máquina de teñido. El tanque volumétrico debe tener el tamaño adecuado para el volumen máximo seguro de peróxido de hidrógeno que el recipiente puede aceptar y debe estar equipado con un tubo de desbordamiento. Antes de poder abrir la línea que conecta el tanque de adiciones con el recipiente, se debe aislar la alimentación del tanque de adiciones para evitar un mayor flujo de peróxido.
Es vital contar con un sistema de mantenimiento efectivo para la revisión y limpieza de los sistemas de alivio de presión.
Examen minucioso
El esquema escrito del examen deberá hacer referencia a:
· el uso previsto del recipiente;
· la idoneidad del recipiente y sus dispositivos de protección para el uso con peróxido de
hidrógeno.
Los informes de los exámenes realizados según el plan escrito también deben referirse al uso
del recipiente y a si es o no apto para el propósito.